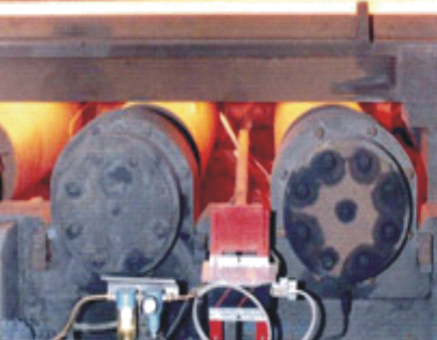
主要用于连铸二冷区钢坯表面温度的测量
连铸过程的自动化控制是保证连铸机正常生产、提高连铸生产率和改善铸坯质量的有效手段。在连铸生产中,要把设备使用和工艺操作,控制在**状态,主要取决于过程自动控制、检测仪表的精度和数据处理能力。在此过程中,温度检测的精度、抗干扰能力、可靠性及各点温度数据的整体处理能力,起到关键作用,为铸坯质量的提高提供重要的基础条件。
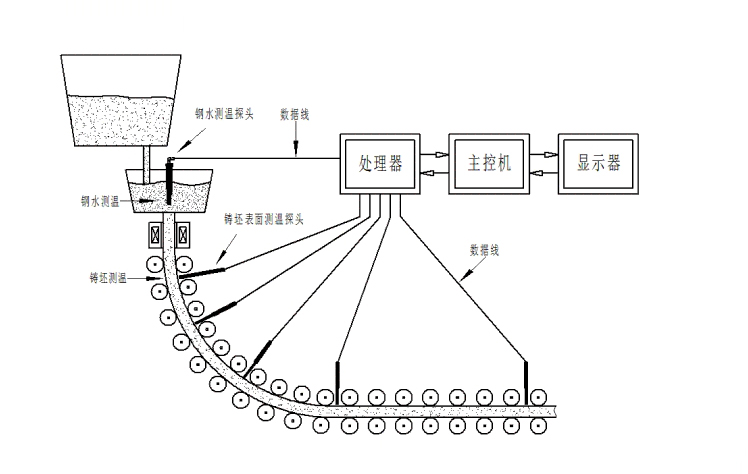
TY-LG-C-gpcw-3.0 型多光谱连铸二冷区钢坯辐射在线测温系统是对二冷区铸坯表面各点温度,同时进行在线连续数据跟踪采集,集中数据处理,并进行标准信号输出、显示、存储的连铸过程温度监测系统。
TY-LG-C-gpcw-3.0 型多光谱连铸二冷区钢坯辐射在线测温系统采用多光谱测温原理进行测温。
多光谱红外测温是用多个不同波长的传感器来感应同一被测目标的红外信号,并依据各路信号的比值计算获得被测目标的真实温度。
由多光谱红外测温原理可以知道,材料表面的发射率、通道上的玻璃窗口、烟雾、水蒸气、灰尘和氧化铁皮等对多路信号影响是一样的。因此,各路信号在进行比值运算时,已将上述干扰因素消除。这样在测温时不用关心材料表面的发射率,或通道上是否有窗口等因素,就可以比较准确的测得目标的温度。
在连铸钢坯生产过程中,二次冷却决定了铸坯在凝固过程中的凝固质量,是铸坯内在质量控制的关键环节。通过温度在线实时监控,将铸坯各拉矫段的温度控制在**热状态,为动态配水提供可靠的温度参数。为轻压下钢水凝固末端的确定提供可靠的温度参数。减小了铸坯内、外裂纹产生的倾向,通过轻压下技术减少了内部组织疏松产生的倾向。对铸坯成材率的提高具有非常重要的意义。
与多光谱连铸钢水辐射在线测温系统配合使用,**实现了连铸过程中温度场的闭环监控。为自动浇钢工艺的实现奠定了基础。
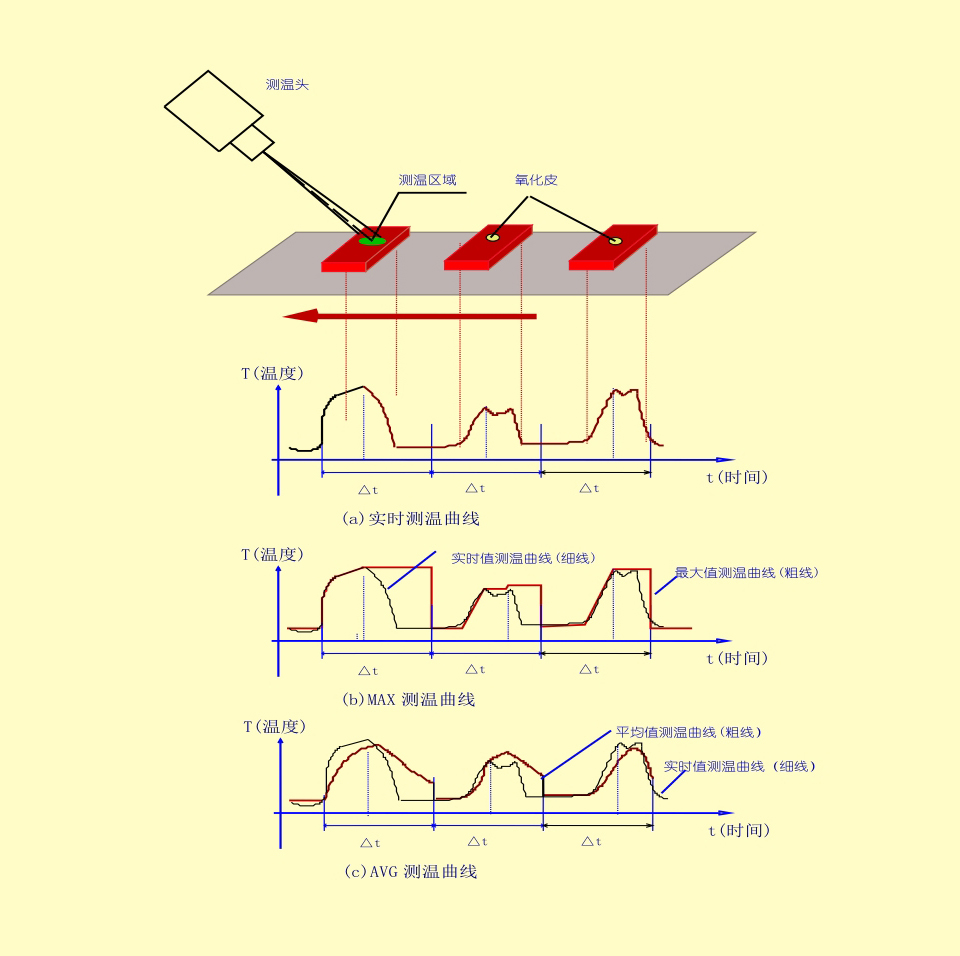
每个测温点设立单点机处理器,方便各个测温点数据的调整及传输。接收探头传来的电信号,进行计算并显示温度值。处理器可以显示三种温度值,即瞬时值、**值、平均值。
作用:采集钢坯表面辐射光信号,将光信号转换成电信号,进行比色计算,并将信号传输给单点处理器。
产品名称:数据线
采用自动通风控制系统,降低探头环境温度,在保证其在安全的环境温度范围内工作,根据探头环境温度的大小,自动控制通风量大小,节省能源。冷却吹扫保护系统零部件,分散设计在各个系统中,通过相互协调配合,保证整体运行的平稳、可靠。
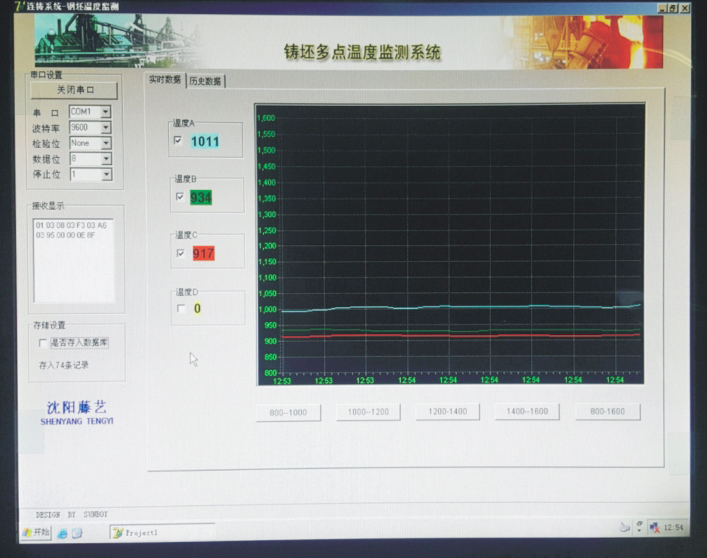
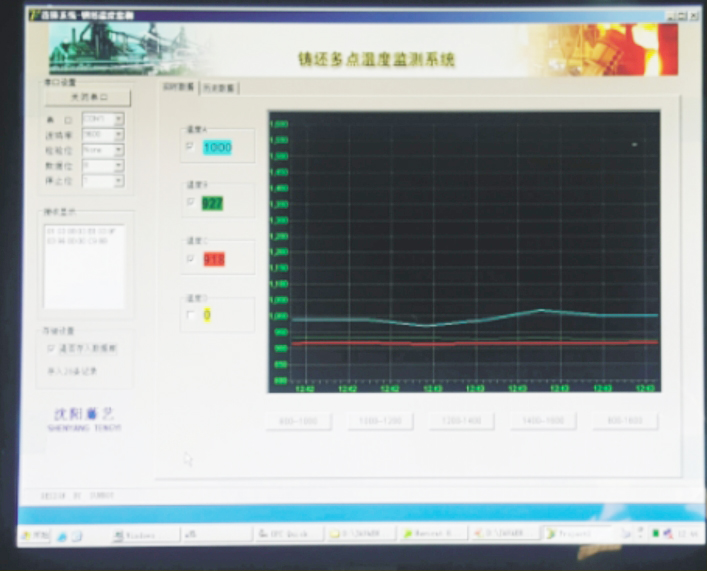
接收单机处理器传来的数据信号,进行幅值计算、时间间隔选取计算、滑动平均计算。并显示温度值、数据曲线显示,数据累计存取及对外数据传输等功能。
(1)选择随机方式进行测温,显示内容为被测目标当前时刻的温度值。通常情况下使用该模式测量来实时测量目标温度。测温曲线波动较大。如图(a)所示。(2)选择**温度方式进行测温,目标在时间间隔△t 之内的**温度值。时间间隔△t 设置范围 1-30 秒,测温曲线如图(b)所示(3)选择平均方式进行测温。显示内容为从△t 起始时刻到当前时刻的平均温度值。时间间隔△t 设置范围 1-30 秒,如图(c)所示。
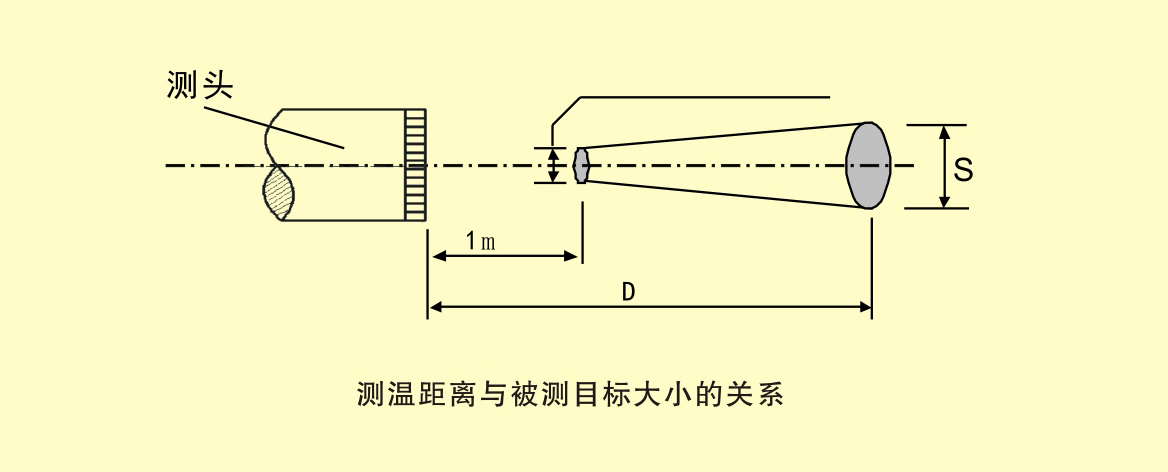
高距离系数,此参数是评价红外测温产品光学分辨率的重要参数,它是一个常数,既它是测量距离 D 与被测区域直径 S 之比值。
- 测温距离与被测目标大小的关系:
D:S =200:1,那么仪器在 2000mm 处的测量点的直径为 10mm。显然仪器的最近测量距离处的测点是仪器可测量的**点。对于 D:S=200:1,**距离是 1000mm 的仪器,可测量目标的**目标尺寸为 1000mm/200=5mm。
部分图文转载自网络,版权归原作者所有,如有侵权请联系我们删除。如内容中如涉及加盟,投资请注意风险,并谨慎决策





 首页
首页